En variant l’intensité du faisceau laser et la taille du spot du dispositif laser, la surface du métal de base peut être soudée, peinte avec des mots ou des motifs, ou découpée.
Dans une méthode, un faisceau laser très puissant, beaucoup plus puissant que dans d’autres traitements, est utilisé comme source de chaleur pour faire fondre et assembler le métal de base. C’est la soudure au laser.
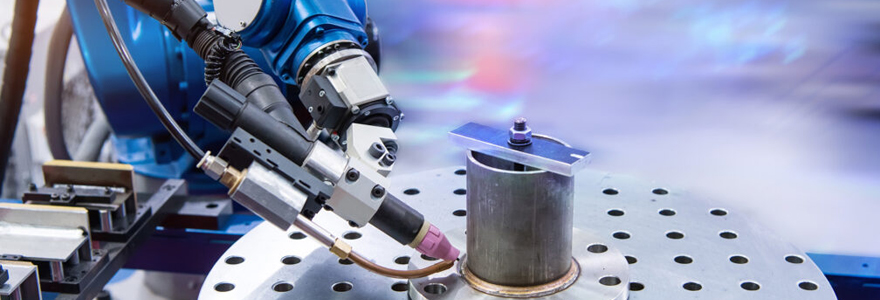
Le faisceau laser utilisé pour le soudage au laser
Le faisceau laser utilisé pour la soudure au laser n’est pas visible à l’œil nu.
Un gaz ou un solide spécial est utilisé comme milieu pour exciter le laser. La lumière laser générée est ensuite focalisée par une lentille sur le métal de base. Ici, en faisant varier la puissance et le diamètre de la pointe, il est possible de réaliser des processus autres que le soudage.
- Marquage : il s’agit du processus consistant à utiliser un faisceau laser pour graver du texte ou des dessins à la surface de divers matériaux. Dans la gravure et d’autres procédés, la surface est fondue par la chaleur.
- Soudage : l’assemblage de métaux en les faisant fondre à l’aide d’un faisceau laser. Le processus de soudage est plus rapide et plus résistant aux contraintes que le soudage conventionnel.
En particulier, les puissants faisceaux laser utilisés pour le soudage au laser exigent un degré élevé de contrôle de la convergence du faisceau (par exemple, la longueur d’onde et la densité d’énergie) et de la qualité du faisceau laser (soudure laser acier). Ils sont donc adaptés au soudage au laser. Il permet de souder des tôles épaisses et minces.
Caractéristiques des machines à souder au laser
Le faisceau laser peut être beaucoup plus petit que dans le cas du soudage à l’arc. L’énergie concentrée par la lentille de focalisation permet de souder et d’assembler localement des matériaux ayant des points de fusion différents. La faible température, la finesse des cordons et l’absence de forces de réaction font que ce procédé convient à la production de soudures fines.
Caractéristiques
Comme le faisceau laser se déplace dans l’air, les soudeuses laser n’ont pas besoin d’une chambre à vide comme dans le cas du soudage par faisceau d’électrons. Les soudeuses laser sont plus petites que les soudeuses électroniques et sont entièrement automatisées, contrôlées avec précision par un ordinateur ou un robot. Ils se soudent loin de l’excitateur, à l’aide de fibres optiques ou de miroirs de transmission. Grâce à ces avantages, le soudage laser à distance, le soudage laser à fibres ou le balayage par faisceau laser peuvent être hautement adaptés aux applications et aux exigences des différents procédés de soudage. Tous les types de matériaux peuvent être soudés, notamment l’acier, l’acier inoxydable (soudure laser inox) et l’aluminium.
Mesure du plasma dans les machines à souder au laser
Lors du soudage au laser, un plasma (panache induit par le laser) peut être généré, en fonction de la tension d’ionisation du métal ou du gaz irradié par le laser. Le plasma fait que le laser absorbe et réfracte la lumière dans le plasma, ce qui réduit la puissance du laser et la densité d’énergie du métal précieux pénétrant. En effet, le coefficient d’absorption du laser dans le plasma est proportionnel au carré de la longueur d’onde, de sorte que de grands changements dans l’état du plasma peuvent entraîner des défauts de soudage. Dans les métaux et les gaz, le plasma est déjà produit à de faibles tensions d’ionisation, c’est-à-dire environ 6 V pour l’aluminium et 7,9 V pour le fer.
En outre, les gaz argon et azote deviennent du plasma à des tensions d’environ 15,8 V et 14,5 V respectivement pour un soudage laser Co2 efficace. Pour éviter cela, on utilise comme gaz auxiliaire de l’hélium à haute tension d’ionisation. La tension d’ionisation de l’hélium est d’environ 24,6 V, ce qui signifie que très peu de plasma est produit. Pendant le processus de soudage, l’hélium est éjecté des côtés et de l’arrière de la soudure, ce qui empêche la formation de plasma. La génération de plasma peut être supprimée en créant un vide dans la zone de soudage, mais cela nécessite une gestion du vide.
Exemples d’applications de soudage au laser
Contrairement au soudage à l’arc et au faisceau d’électrons, le soudage au laser est une méthode d’assemblage qui peut être facilement combinée avec le contrôle informatique et la CAO/FAO et qui convient à la production robotique et linéaire. Méthode d’assemblage de haute précision, de haute qualité et rapide, le soudage au laser utilise la haute densité d’énergie et la petite taille du spot de la source de chaleur pour assembler des pièces de grande taille (par exemple, des carrosseries de voiture) avec des pièces plus petites (par exemple, des fils et des contacts dans des composants électroniques). Il a un large éventail d’applications (https://www.irepa-laser.com/applications/soudage/soudage-metal).
Soudage par points de châssis/carrosserie automobile
Dans le soudage par points au laser, le faisceau laser est émis d’un côté du métal de base à souder. Contrairement au soudage par points par résistance, le métal de base n’a pas besoin d’être serré entre les électrodes, ce qui donne au bras du robot une plus grande liberté pour souder même dans les zones difficiles d’accès.
Soudage continu de la soudure de carrosserie automobile
Lors du soudage avec un laser pulsé ou continu à grande vitesse, le soudage en série est possible au lieu du soudage par points (soudure laser acier). Le soudage par fil/contact offre une résistance supérieure, un poids inférieur et une grande rigidité sans renforcement en acier.
Soudage par points de fils/broches pour composants électroniques
En attachant une caméra à la machine de sablage et en contrôlant le point avec un ordinateur, la position exacte de la soudure peut être déterminée. Les fils fins et les contacts des composants électroniques peuvent être soudés à l’aide de cette technologie.
Encapsulation et soudure de boîtiers en céramique pour dispositifs électroniques
L’utilisation d’un laser continu à basse température au lieu d’un laser pulsé à haute puissance permet de souder avec une distorsion minimale. En outre, les projections de matériau sont éliminées lors du soudage au laser (matériau de soudure laser : fil d’apport).